Bi-Drum Water Tube Steam Boilers
Bi-Drum Water Tube Steam Boilers

- Home
- Products
- Bi-Drum Water Tube Steam Boilers
Bi-Drum Water Tube Steam Boilers
HIGH-CAPACITY WATER TUBE BOILERS FOR CONTINUOUS INDUSTRIAL STEAM GENERATION
ADVANCED WATER TUBE TECHNOLOGY FOR HIGH PRESSURE & HIGH EFFICIENCY OPERATION
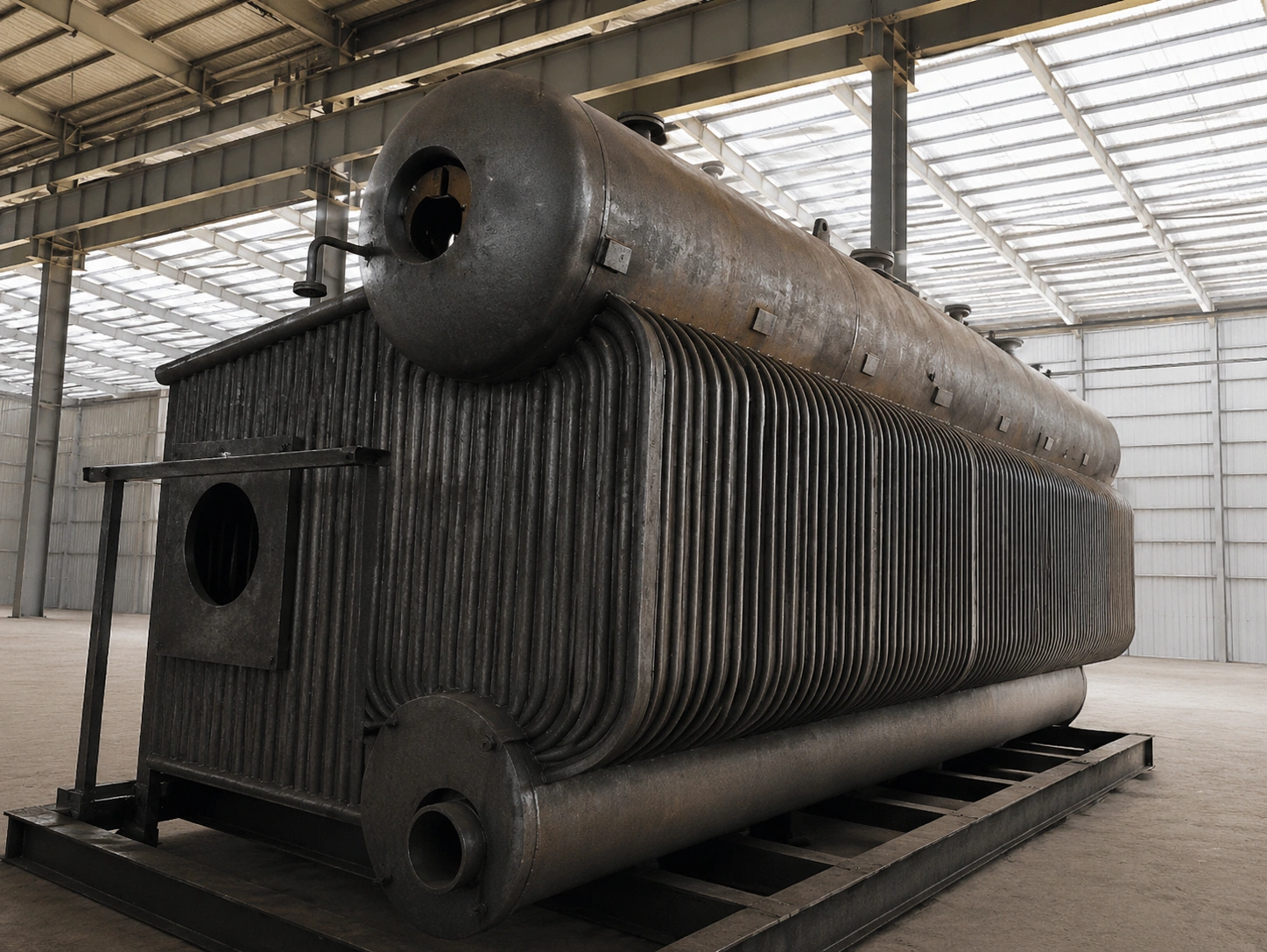
BELLFABS BOILERS manufactures a premium range of Bi-Drum Water Tube Steam Boilers engineered for high-capacity, high-pressure, and continuous industrial steam generation applications. Designed with advanced water tube technology, these boilers deliver superior thermal efficiency, rapid steam generation, and exceptional operational reliability under demanding process conditions.
The boiler consists of:
- Steam Drum (Upper Drum)
- Mud Drum (Lower Drum)
interconnected through precisely engineered water tube circuits that enable efficient water circulation and rapid heat transfer. The furnace is integrated with Water Wall Membrane Panel Construction, ensuring maximum radiant heat absorption and optimized combustion performance.
BELLFABS Bi-Drum Boilers are designed to efficiently utilize a wide range of fuels including:
- Coal
- Biomass
- Rice Husk
- Wood Chips
- Briquettes
- Bagasse
- Agro Waste
- Oil & Gas Fuels
depending on the combustion system configuration.
The combustion chamber is scientifically engineered with optimized furnace geometry, controlled air distribution, and advanced heat recovery systems to achieve:
- Complete combustion
- High thermal efficiency
- Reduced fuel consumption
- Stable steam pressure
- Lower emissions
The water tube arrangement allows faster steam generation and superior load handling capability compared to conventional boiler systems, making Bi-Drum Boilers ideal for large process industries and continuous operation plants.
Manufactured in strict compliance with Indian Boiler Regulations (IBR) and international engineering standards, BELLFABS Bi-Drum Boilers are built for rugged industrial performance, long service life, and dependable steam generation.
KEY ADVANTAGES
Advanced Water Tube Boiler Technology
- Faster steam generation due to low water holding capacity
- High heat transfer efficiency through water tube circulation
- Excellent response to fluctuating steam load conditions
- Capable of handling high pressure and high-capacity applications
- Improved operational safety under high-pressure conditions
Water Wall Membrane Furnace Advantages
- High radiant heat absorption improving boiler efficiency
- Reduced refractory requirement and lower maintenance
- Uniform furnace cooling minimizing thermal stress
- Enhanced furnace durability and operational life
- Reduced heat losses from the combustion chamber
Combustion & Performance Advantages
- Efficient combustion with optimized air distribution system
- Capability to utilize multiple solid, liquid, and gaseous fuels
- Reduced unburnt fuel losses and improved fuel economy
- Stable steam pressure and temperature control
- Lower stack temperature through efficient heat recovery
- Environment-friendly combustion performance
Operational Advantages
- Suitable for continuous 24/7 industrial operation
- High reliability for process-critical applications
- Easy inspection and maintenance accessibility
- Compact modular construction for faster installation
- Reduced downtime and improved plant productivity
- Designed for medium to large industrial steam requirements
Boiler Parameters
| Parameter | Details |
|---|---|
| Boiler Type | Bi-Drum Water Tube Steam Boiler |
| Configuration | Horizontal / semi-industrial water tube boiler with steam drum & mud drum arrangement |
| Steam Capacity | 5 TPH to 100 TPH |
| Working Pressure | Up to 105 kg/cm² |
| Furnace Type | Water Wall Membrane Panel Furnace |
| Fuel Options | Coal, Biomass, Rice Husk, Bagasse, Wood Chips, Briquettes, Agro Waste, Furnace Oil, Natural Gas & LPG |
| Combustion System | FBC / Travelling Grate / Spreader Stoker / Burner Fired System |
| Fuel Feeding System | Manual / Semi-Automatic / Fully Automatic Feeding System |
| Heat Recovery | Multi-stage heat recovery system with Economizer & Air Preheater |
| Steam Quality | High dryness fraction suitable for process and power applications |
| Design Standard | As per Indian Boiler Regulations (IBR) |
{kind=link}
{kind=link}
{kind=link}